
米糠の成分・機能解析を
より早く明確に
-米糠機能性成分解析評価システムに「Isolera」を活用-
築野食品工業株式会社
築野食品工業株式会社・築野ライスファインケミカルズ株式会社 基礎研究部では、種々の分析機械を組み合わせ、米糠(こめぬか)の機能性成分解析評価システムを構築しています。その中に成分解析・精密分析前の“粗分け”工程としてフラッシュ自動精製装置「Isolera」を導入して、島津製作所の様々な分析システムと共にご活用いただいています。今回は、部長の橋本博之さん、研究員の澤田一恵さん、松木翠さんにお話をうかがいました。
─ まず御社の事業内容について教えてください。
澤田さん :
弊社は、こめ油を主として製造・販売しております。こめ油とは、玄米を精米して米糠と白米が出来た後の、米糠(こめぬか)からとれる油のことです。米糠の成分は約20%が油で、抽出した米原油のほとんどは弊社のメイン商品であるこめ油に加工されます。
しかし米糠の中には、油以外にも様々な生理活性・生理機能のある成分が多く含まれており、注目を集めています。私たちの部門では、こめ油・米糠に含まれている機能性成分について、微量成分も含めた研究を進めており、その中には商品として既に販売しているものもあります。
◆米糠の成分分取・分析システムを開発!
橋本さん :
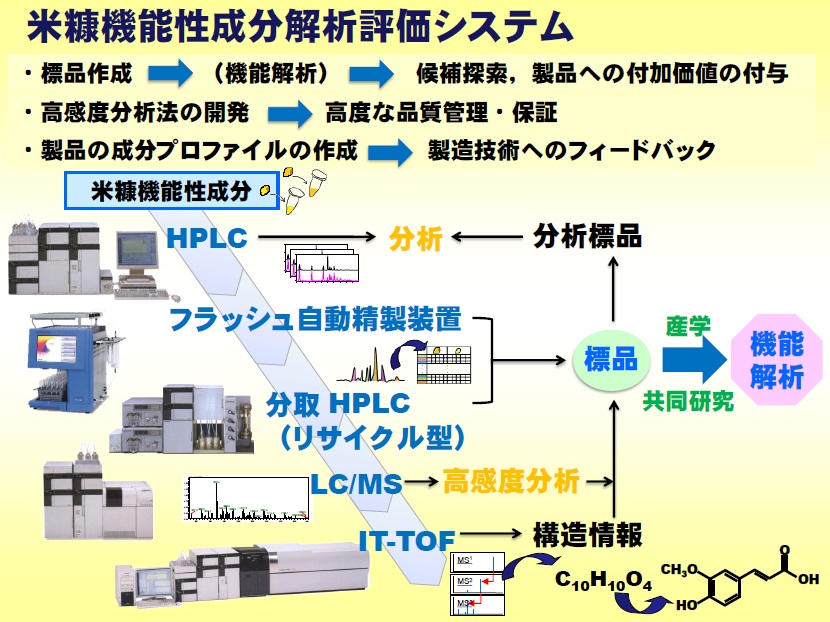
その中でも特定の成分を解析・評価することを目的に構築した『米糠機能性成分解析評価システム』の有効活用にも力を入れています。米糠の成分は標品になっているものもありますが、未知のものも多く、私たちが分取・精製することで標品を生み出すことができます。その標品は分析法の開発につながりますし、大学や研究機関の機能性研究のお役にたつ、というわけです。
この『米糠機能性成分解析評価システム』を使って、他部門のサポートや、また新たな米糠の成分のシーズ開発などを進めていきたいと考えております。
澤田さん :
その分析の際に、さらに高度な分析ということでLC-MSやLCMSIT-TOFを用いて定量したり構造情報を入手する作業をしていますが、その前段階の“粗分け”部分に、「Isolera」が活躍しています。
─ 米糠のエキスパートですね。
橋本さん :
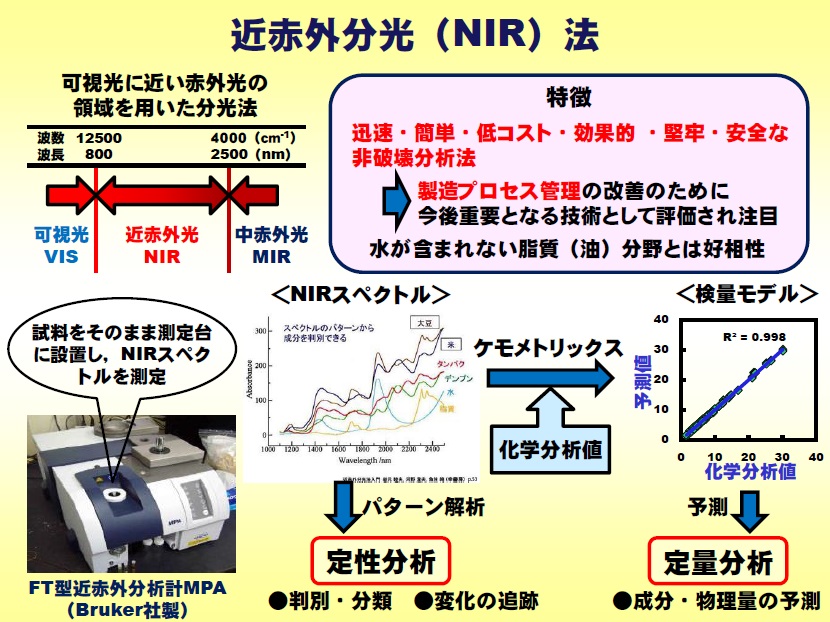
他にも、『近赤外分光システム』というものも開発しています。この『近赤外分光システム』はより迅速・簡便に分析する目的で開発したものです。こちらは非破壊で分析が行えるのも特徴ですね。検量モデルを作ってしまえば、誰でもボタン1つで目的成分の含量を出すことができます。
例えば玄米1粒を置いてボタンを押すと、油含量やγ‐オリザノール含量が出る・・・という、システムです。目的の成分が含まれているかどうか、一瞬で判別できるようになります。品質管理などに活かせるシステムですね。
<画像をクリックすると、拡大画像がご覧頂けます>
◆米糠成分には様々な可能性が!

─ 米糠の成分解析だけではなく、分析システム開発も行われているのですね。米糠の成分はどういった形で使われるのでしょうか?
橋本さん :
米糠の成分の中には、ビタミン、ミネラル、食物繊維なども含まれていますが、今注目されているものに『γ‐オリザノール』があります。最近、琉球大学で玄米の中の『γ‐オリザノール』を摂ると、脂っこいものが食べたくなくなるという研究が報告されました。胃の中での摂取量を抑えるのではなく、食物中枢である視床下部が関与して『食べたくなくなる』のです。
まだマウス実験の段階ですが、このように食の嗜好性を変えるというのは、世界で初めて見つかった生理機能であり、とても注目されています。この『γ‐オリザノール』に着目し、弊社では『米胚芽油』や『米胚芽油ガンマ30N』などの『γ‐オリザノール』含量を高めたこめ油を開発しています。これらは次の主力製品となっていくと思います。
澤田さん :
他にもγ‐オリザノールの構造の一部で、抗アルツハイマー成分として利用されているフェルラ酸や、スーパービタミンEとして脂肪の蓄積を抑えるなどの効果が報告されているトコトリエノール、抗高コレステロール血症や抗肥満効果が報告されているステロールやトリテルペンアルコール、抗がん作用が報告されているフィチン酸(IP6)、IP6から製造する抗メタボ効果や抗精神疾患効果が報告されているイノシトール、含量としては微量ですが化粧品などに使用されているスクワランやセレブロシド(グルコシルセラミド)など、様々な効果をもつ成分が米糠やこめ油には含まれており、新しい機能もどんどん報告されてきています。こうした成分を単体で販売したり、含有量を高めたこめ油を作る、さらには有効成分が多い米を作れるような研究も官・学と進めています。
◆分析システムは高い技術サービス力の島津製作所で統一!
─ お米は奥が深いのですね。そのようなご研究をされている中、島津製作所さんの分析機器を導入したきっかけは何だったのでしょうか?
橋本さん :
分析する際に、MS(質量分析装置)は必要不可欠の装置です。私はこちらの会社に来る前、信州大学で研究をしてい ましたが、都会ではなかったためか他社さんの場合はHPLCのメンテナンス費用が高く、とても困っていました。当時、島津製作所さん は信州大でも丁寧にサポートしてくださいました。技術サービスから見ても島津製作所さんはトップクラスだと思いますね。
また、MS検出部分だけなら各社良い製品がありますが、総合的に考えると、マニュアルも全部日本語ですし、一度操作過程を覚える と、機種が違っても大体ベースが同じですので使いやすいです。装置を追加する度に別のメーカーを導入、ましてや英語マニュアル だったりするとまた教えなければいけないのは、使う側としてはとても手間に感じてしまいます。そうなると、できるだけ統一したほうがい いと思ったのです。ひとつ覚えたら次に行きやすいですからね。メンテナンスも1社に来て頂ければいいので大変楽ですし。
私が築野食品工業に入社した頃は装置はまだありませんでしたが、競争的資金などを活用しこの「機能性成分解析評価システム」などを構築する過程で、必要な装置は島津製作所で統一しました。今では、HPLCはもちろん、高感度分析のためのLC-MS、構造情報を得るために重要なLCMS-IT-TOFなども導入しています。
◆成分分析前の“粗分け”に「Isolera」を活用
 ─ バイオタージのフラッシュ自動精製装置「Isolera」を導入されたきっかけを教えていただけますか?
─ バイオタージのフラッシュ自動精製装置「Isolera」を導入されたきっかけを教えていただけますか?
橋本さん :
もともと標品を得るための分取には「分取-HPLC」を使っていたのですが、いきなり汚いものをHPLCで精製しようとすると高価なカラムが汚れてもったいない・・・というのがありました。5~6万円ならまだ許せますが100万円近いカラムなので、前処理(粗精製)が必要だなと思ったのです。
ですので、Isolera導入前は自分たちでカラムを詰めて前処理していましたよ。マニュアルのポンプと昔ながらのフラクションコレクタを使っていましたし、チューブがポンプから外れたり漏れたりして大変苦労していました。担当者からも「もっと楽に前処理ができる装置を買って下さい」と言われていたのです。だから次はそういうタイプの装置が必要だと思っていました。『γ‐オリザノールの代表的分子種の評価』関係の研究で競争的資金がいただけ、装置を導入するチャンスが出来たのです。そこで装置の情報収集をしていた際に、島津サイエンスさんからバイオタージさんを紹介していただきました。外資系メーカーだからソフトは英語かと思ったら、日本語だったのは嬉しかったですね(笑)。
◆米糠成分には様々な可能性が!


─ 選定の際、他社製品もお使いになったのでしょうか?
橋本さん :
他に1社だけデモしましたが、研究員が操作的に簡単、これはという点でバイオタージさんのIsoleraに決めました。たくさんパラメータを入力しないと結果が出ないというのではなく、イメージや感覚で動かせる、というのはとても良いと思います。それと、私としてはこの価格でPDA(全波長検出)が付いているのはありがたいです。
─ PDAはSpektra(オプション)機能ですね。PDAの良さを実感されるのは、どういうときでしょうか?
橋本さん :米糠は天然物ですのでいろんな成分が含まれています。γ‐オリザノールもビタミンも見たい・・・というとき、一定波長だけですと同時に確認することが難しくなります。また、純度に関する情報も大変有用です。PDAがあるとないとでは、全く違いますね。はるかに便利です。
─ マニュアルで前処理を行っていたときに比べ、違いなどはありますでしょうか?
澤田さん :
まず時間的に非常に速いですね。それと、マニュアルと違って再現性が良いので、メソッド検討がすぐにできます。非常にシステマティックに計画が立てられます。
松木さん :
メソッドも保存できますし、データが残りますからね。その化合物のメソッドが一度できたら、次も同じようにできますし。作業が本当に楽になったと思います。グラジエントもかけられますし、分取できる化合物の幅も広がりました。
─ 現在、順相・逆相どちらで使われておりますでしょうか?
澤田さん :
今は両方ですね。分析系が逆相ですので、最初は逆相だけでした。今は文献の情報を元にして、順相でも精製することが多くなりました。
─ 1台でその時々によって使い分けているんですね。
澤田さん :
1台で順相・逆相の両方が使えるのは便利ですね。
 ─ カラムは何を使われていますか?
─ カラムは何を使われていますか?
松木さん :
パックドタイプのものを使っています。バイオタージさんのカラムではSNAP Ultra、SNAP Ultra C18、SNAP Isolute NH2ですね。マニュアルだったときは、手で詰めていたため毎回すごく再現性が悪かったんです。また、ある程度の大きさのカラムでないとできませんでしたが、パックドは10gサイズも使えますからね。
橋本さん :
弊社では、HPLC分析は主に分離性能がトップクラスの分析カラムを選択して使っていますが、フラッシュクロマトではバイオタージさんのカラムを主体に他社さんのものも一通り使ってみています。成分に応じた「キレ」と言いますか、相性によって使い分けています。マニュアルのときと違って、カラムを簡単に選択できるのも良いですね。
◆データ解析の充実に期待
─ 問題点や、ご要望などはございますでしょうか?
松木さん :
バイオタージさんは・・・、精製後のデータ処理のときにレポートが出てくるのですが、自分たちで波長を入れたり、エクセル形式で出力して必要な波長のスペクトルだけを抜き出すなど、もうちょっとデータ編集ができないものでしょうか? 折角全波長で測定しているので、結果も必要に応じたものが出ると良いと思います。
橋本さん :
私たちにとっては、分取後の数値の解析がとても重要なんですね。面積処理ができると量的なイメージを得ることができます。解析ソフトがあるなら、別売りでも買いたいくらいですよ。今は印刷してはさみで切り取って面積値を出したりもしています。
─ 大変貴重なご意見ですね。食品業界など、分析が重要なお客様にも今後ご使用いただくためには必要な機能ですね。今後の製品開発にも参考にさせて頂きたいと思います。
橋本さん :
分析装置に関してもLCやLC-MSとありますが、MSの世界ではイオンモビリティなんかも面白いんじゃないのかな、と興味はありますね。あと、LCとは違った分離が期待できるという点で、“超臨界クロマト”も大変興味があります。今まで分離できなかったものが、できるようになると面白いですね。
食品分野では対象とする機能性成分はそれなりの量が含まれていますので、高感度はそんなに重要ではなく、コンパクトで、汚れに強く、簡単に洗浄できて、メンテナンスできて・・・というような『低コストシングルMS』が有効ですね。そんなに複雑な機能なんて必要ではなく、ppmオーダーの検出で充分なんです。小型化して、価格も落としていただけると今よりももっとたくさん分析できるようになると思いますね。そういった装置がどんどん発展していくと共に、成分分析もどんどん加速していくと思います。そういった分析の進化に期待したいですね。
─ そうですね。島津製作所さんとともに、弊社もよりお役に立てる装置開発を目指していきたいと思います。本日はお忙しいところ、ありがとうございました。
インタビュー実施:2015年7月
PDFファイルダウンロード(2.8MB)
導入製品
フラッシュ自動精製装置
Isolera
URL: https://www.biotage.co.jp/products_top/flash-purification/isolera_top/
精製に対するケミストの要望を最大限取り入れた、コンパクトな最新のフラッシュ精製システムです。可変2波長 UV 検出で化合物認知を確実に行い、流速 1 ~200mL/minのパワフルな送液を実現することで、効率的な精製、高純度での化合物回収を行います。
Spektra(オプション)では、全波長スペクトルスキャンにより、ベースライン補正ができるだけでなく、化合物認知をより確実に行い、取りこぼしなく化合物を回収します。
導入機関
築野食品工業株式会社
築野ライスファインケミカルズ株式会社
紀ノ川清流のほとり、清浄豊富な工業用水に恵まれた本社工場は、最新の設備を有し、主としてこめ油の精製、脂肪酸の製造を行っており、充実した試験研究施設を備え、製品の品質管理に万全を期しております。築野ライスファインケミカルズは、米糠の高度有効利用を研究開発しており、最新・最高の技術により医薬・食品添加物・飼料添加物等を製造し、日本国内はもとより世界各国に輸出しています。
創立:昭和24年2月1日
本社所在地:和歌山県伊都郡かつらぎ町
従業員数:約300人
(平成27年3月現在)